近年来,预制菜、菌菇调味品酱类制品凭借着“独特的鲜美风味、别样的清口弹牙、醇香的回味口感”风靡海内外,深受一众消费者的喜爱与追捧。其中,浙江百兴食品有限公司作为食用菌行业领先企业,品质与服务双驱动,获得了国内外一众客户的广泛认可。
据悉,为充分保障产品的品质,浙江百兴食品放弃了第三方企业代生产、代加工模式,投入巨额资金自建从“创新研发、生产栽培、加工、市场服务、品牌”的完整循环产业链。

生产栽培,浙江百兴食品传承了800多年前“菇神”吴三公发明世界香菇种植方法,在“世界人工栽培香菇技术的发祥地”浙江庆元。该地处于浙江省西部,森林覆盖率达86%,温暖湿润、四季分明、无霜期短且昼夜温差大,非常适合菌菇生长。浙江百兴食品结合古法进行现代化改良的种植方式,聘请著名食用菌专家吴克甸先生为栽培技术指导,从2004年开始投入建设,大型香菇农场和十多种食用菌产品基地进行标准化生产和管理。成为行业中最早拥有自己基地的企业之一。

创新与研发,研发是百兴的核心竞争力,以新产品新技术来推动百兴的发展。百兴建立了独立法人的研发中心进行菌种与产品加工的开发。
百兴食品是行业中领先对菌菇类产品进行即食方便食品、休闲食品、调味品、菌类健康食品、食用真菌酵素等产业链加工和延伸。产品坚持以健康为理念,开发产品大多以“三无”为原则:无化学香精色素,无防腐剂,无味精,有机食品等符合现代人对健康的追求和未来市场的期望。
液体菌种自主技术为国内领先,研发了香菇液体菌种培育方式规模化栽培香菇,并在国内以领先的技术培育了冬虫夏草、牛樟芝、姬松茸等珍稀真菌菌丝体。

生产加工方面,通过ISO22000食品安全管理体系认证、HACCP(食品安全认证)、英国BRC认证,近十种产品通过国际国内有机认证。
具备行业内最多最先进的生产线上的检测食品设备,比如6台以上X射线异物检测仪、10多台金属检测仪、毛发风选机等先进的进口设备,建立国际水准的食用菌干品生产线。
深加工产品实施数字化,产品即能符合当代消费市场的个性化需求,又能高效自动化生产,两者结合,百兴食品生产线能快速适应市场发展变化需求。百兴在内部加工管理上从“安心工程”做起,以高品质产品赢得市场和客户的认可。
浙江百兴食品拥有工厂化杏鲍菇栽培基地,庆元香菇基地,在云南和东北三省设立野生菌基地等。百兴与合作商良好的合作的关系保证原料产品的品质和货源保证。
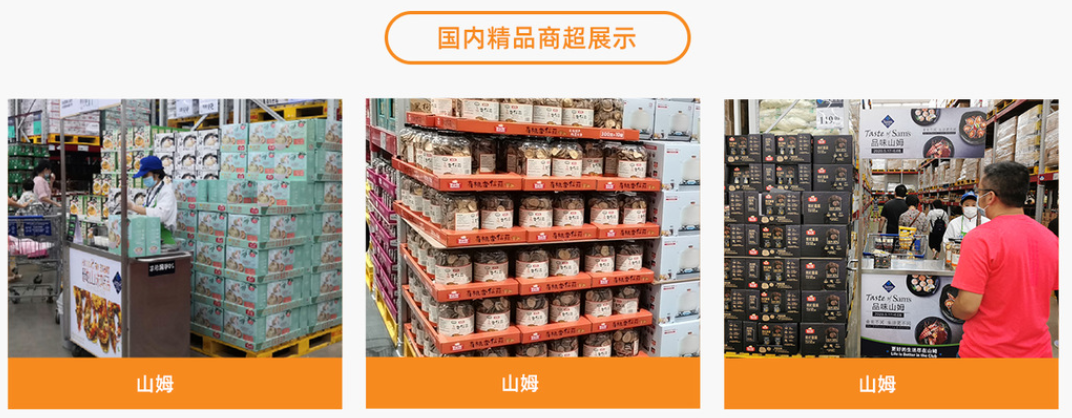
而在市场和服务到品牌,浙江百兴食品也自建科学、成熟的体系,不仅铺设全国各省各地,获得“全国农业产业化国家重点龙头企业”、“全国主食加工示范企业”、“国家高新技术企业”、“中国食用菌出口企业之一”殊荣,更是远销海外,先后与SAM’S,COSTCO等多家世界500强企业建立合作,成为一众米其林星级餐厅的指定菌菇制品的指定品牌。

“品质与服务相辅相成”在投入大量资金进行全渠道品质建设的同时,浙江百兴食品也积极深耕服务,一方面针对海内外各地经销商提出严格的考核制度以及福利奖励,全力保障产品触达用户的服务体验的“最后一公里”。

另一方面,浙江百兴食品也结合不同地区的口味,进行持续优化创新,先后推出“牛肝菌山珍酱“、”香菇红葱酱“、“罗宋汤”、“鸡茸蘑菇汤”、“金耳花胶鸡”、“庆元香菇酱”等近百款多样化产品。

浙江百兴食品作为一家全球消费者喜爱的菌类食品企业,将始终坚持“健康产品成就美好生活”的使命,致力于为广大用户持续提供更加优质、更加便捷、更加美味的菌菇制品、菌类预制菜。百兴以技术创新和产业链建设为核心竞争力,成为值得用户倾心放心的公司。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
 猜你喜欢
猜你喜欢 一季度安徽省GDP10347.7亿元
一季度安徽省GDP10347.7亿元  广州海关强化监管优化服务
广州海关强化监管优化服务  山科智能(300897.SZ)发布最
山科智能(300897.SZ)发布最  个人养老金制度加速崛起 金
个人养老金制度加速崛起 金  “养猪大户”温氏股份亏损额
“养猪大户”温氏股份亏损额  中国人民银行决定下调金融机
中国人民银行决定下调金融机  QuestMobile 2022中国移动
QuestMobile 2022中国移动  全国车企大停产?特殊的上海
全国车企大停产?特殊的上海